滚动信息2
发布时间:2026-07-12 20:58:13
摘要:固体制剂生产正经历从传统批制造向连续制造的重大转变。连续化工艺通过整合失重式投料、连续混合制粒、一体化干燥压片等关键单元操作,实现原辅料和成品的同步输入输出。过程分析技术的集成应用确保了关键质量属性的实时监控,近红外光谱技术监测混合均匀性的相对标准偏差控制在3%以内。连续制造显著提升生产效率,将传统300小时的生产周期缩短至47小时,生产成本降低35%—40%,设备占地面积减少90%。质量控制方面,关键质量属性的批间变异系数从8%—12%降至2%—3%,产品一致性大幅改善。
关键词:连续制造;固体制剂;过程分析技术;失重式投料;质量控制
前言:
制药工业正面临着从传统批式生产向连续制造模式的技术革新。传统固体制剂生产采用间歇式批制造,存在生产周期长、中间体储存多、质量控制滞后等局限性。连续化工艺将各单元操作整合为连续生产线,结合过程分析技术实现实时质量监控。FDA于2017年发布促进新兴技术用于制药的行业指南,连续制造位列第一重要战略方向。目前已有8种采用连续制造工艺生产的药品获得FDA、欧洲药品管理局或日本医疗器械审评审批机构批准上市。连续化工艺在提高生产效率、降低成本、保证质量方面展现出显著优势。
1.连续化工艺在固体制剂生产中的概述
连续化工艺作为固体制剂生产的革新技术,通过计算机控制系统将传统间歇式单元操作整合为连续流动的生产线,实现原辅料投入与成品产出的同步进行。该工艺采用"时间放大"理念替代传统的"规模放大"概念,使得研发样品、试验样品、临床样品和商业产品均可在相同设备上生产,消除了工艺放大效应带来的风险。连续制造集成了连续生产线、过程分析技术和先进反馈控制系统,更加符合制药工业4.0理念。目前已有8种采用连续制造工艺生产的药品被FDA、欧洲药品管理局或日本医疗器械审评审批机构批准上市,包括2015年7月获批的首个连续制造口服固体制剂产品Orkambi。连续制造能够大幅降低成本和提高质量,已成为制药生产的热点话题,正在推动制药行业从传统批式生产向智能化制造的根本性转变。
2.连续化工艺在固体制剂生产中的技术应用
2.1 投料混合系统连续化实施
投料混合系统连续化实施,是用失重式投料机来构建多组分原辅料精确计量供给体系,质量流率控制依靠反馈算法实现动态调节。失重式投料机的质量流率计算公式为:
式中:


代表的是质量流率,单位是kg/h,ρ指的是物料松密度,单位为kg/m³,V表示螺杆单次输送体积,单位是m³,n是螺杆转速,单位为r/min,η为填充效率系数。
连续失重投料机依靠称重传感器来监测料斗重量变化情况,一旦检测到质量流率偏离了设定值,控制系统就会自动调节螺杆转速,以此来维持±2%的精度范围。料斗补料循环机制设置了低阈值触发点,这个触发点通常是最大填充量的40%—60%,目的是避免因物料短缺而导致供料中断。螺杆设计采用双螺杆同向旋转结构,螺杆间隙控制在0.1—0.3mm范围内,确保物料的连续输送和自清洁效果。机械化助流装置配置包含平底圆柱形料斗的叶轮系统,叶轮直径和料斗直径的比值处于0.3—0.4,转速控制在10—30r/min的范围之内。连续混合器采用的是GCM-250型设备,其腔体长度为0.3m,直径是0.1m,装配有12个三角形叶片,叶片与轴的角度能够在15°— 45°的范围内进行调节。混合过程中叶轮转速设定为200r/min,物料平均停留时间控制在2—5分钟,通过堰高调节来实现料位的稳定控制。
2.2 制粒干燥工序一体化改造
制粒干燥工序进行一体化改造,是通过把双螺杆连续制粒机跟连续流化床干燥系统串联配置,以此实现从湿法制粒到干燥的无缝衔接过程。在双螺杆制粒过程当中,螺杆转速、液固比以及桶温等工艺参数的优化控制,会直接影响颗粒粒径分布和物理特性的形成。
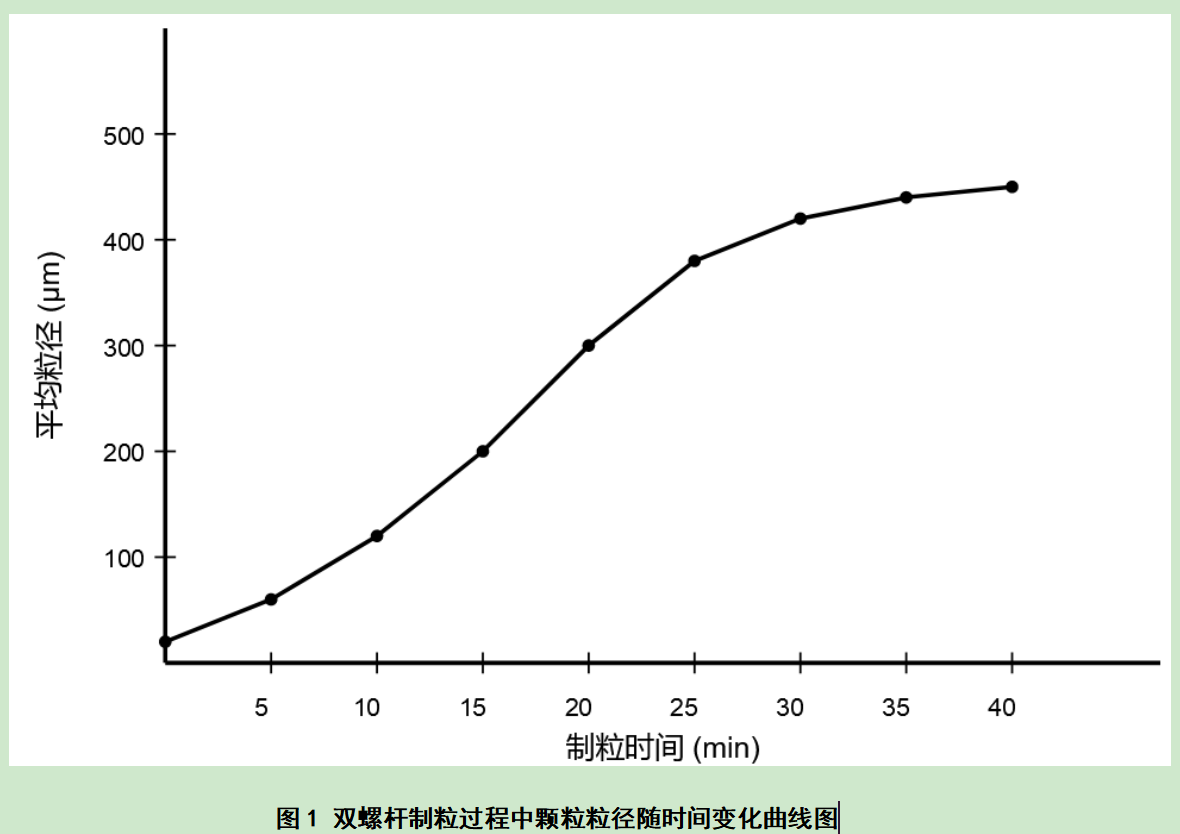
据图1,制粒机内物料在高剪切力作用时颗粒尺寸呈现的动态演化规律。在制粒的初期阶段,粉末物料在液体粘合剂的作用下开始聚集成核,其平均粒径从初始状态的50μm快速增长到了200μm。在制粒的中期阶段颗粒间的碰撞聚结机制占据了主导地位,在螺杆转速为4000r/min的高剪切环境当中,颗粒粒径持续增长,并且在15—20分钟的时间内达到300—400μm的稳定区间。到了制粒的后期阶段,颗粒尺寸的增长速率出现显著放缓的情况,最终稳定在450—500μm的范围之内,在整个制粒过程中液固比需要控制在0.15—0.25的范围以内,同时桶温要维持在25—35℃,这样做能够确保液体粘合剂实现均匀分布以及保证颗粒形态的一致性。颗粒粒径实现稳定化表明制粒过程已经达到动态平衡状态,此时颗粒破碎与聚结的速率趋于相等,这为后续干燥工序提供了粒径分布均匀的湿颗粒物料。
2.3 压片包衣设备集成配置
压片包衣设备集成配置用连续旋转式压片机和连续包衣机级联布置,以此构建从颗粒成型到表面处理的完整生产链条。连续旋转式压片机设置多个冲压站并联运行,每个冲压站会依次完成模具填充计量、预压实、主压实、片剂顶出以及下部冲压站取片操作步骤。压片过程中饲料桨轮转速调节会影响粉末流动状态,其转速控制范围通常在5—20r/min,这样能确保物料均匀填充到模具中。近红外探头放置于进料框底部可实现在线浓度测量,检测波长范围为700—2500nm,采样频率为每秒1—2次,测得的在线c(t)曲线与离线c(t)曲线数据相近,表明进料框内进行了有效混合。
压片机专门配置了预压力控制系统,其预压力设定值一般为主压力的10%到20%,这样能够有效消除颗粒间存在的空气,进而防止片剂出现层裂的现象。连续包衣系统采用多室连续循环的结构,通过隔板把系统分隔成多个包衣间来实现连续循环薄膜包衣。待包衣的素片输送到进料口之后,会在设定参数的控制下持续定量进入第一包衣间,包衣介质经由蠕动泵泵送至喷枪并喷出,喷雾压力控制在0.8到1.2bar的范围之内,自动喷洒在片芯表面以形成均匀的涂层。滚筒上部会提供经过过滤的热风来进行快速均匀干燥,进风温度控制在50到70℃之间,相对湿度维持在40%到60%,从而形成致密平整光滑的薄膜包衣,包衣增重控制在2%到4%的范围之内,整个包衣过程能够实现物料的连续移动和处理。
2.4 过程分析技术部署应用
过程分析技术的部署应用,是基于朗伯-比尔定律来构建光谱定量分析模型,以此实现关键质量属性的实时监测。近红外光谱定量分析的数学模型如下。
式中:A为吸光度,ε为摩尔吸光系数,L/(mol·cm);c为溶液浓度,mol/L;l为光程长度,cm。
近红外光谱检测系统在混合器出口处配置探头,光谱范围覆盖700—2500nm,对应波数14300—4000cm⁻¹。光谱数据采集频率设置为每秒1—2次,通过多元散射校正和标准正态变换预处理消除基线漂移,光纤探头采用InGaAs检测器,工作温度范围-40℃至85℃。化学计量学建模采用偏最小二乘法,建立光谱数据与API含量的定量关系,预测精度能够达到±1%。拉曼光谱系统采用532nm激发波长,检测范围是200到3500cm⁻¹,用于监测原料药的晶型转变和化学稳定性。太赫兹脉冲成像技术工作频率为0.1到10THz,穿透深度可以达到数毫米,实现包衣厚度的无损检测。聚焦激光束反射测量探头采用聚焦激光束反射测量原理,激光波长为785nm,激光功率是2mW,扫描速度为2m/s,颗粒尺寸检测范围是0.5到2000μm,弦长分布测量精度为±2%,实时监测制粒过程中颗粒数量和弦长分布变化,数据更新频率为每秒10次。
3.连续化工艺评估分析与优化
3.1 生产效率与质量指标评估
连续化工艺生产效率评估是通过对比传统批制造和连续制造关键性能指标,量化分析工艺改进效果。连续制造工艺的时间效率、设备利用率以及产品质量一致性构成评估核心指标体系。

据表1,连续制造在多个关键指标上实现显著改进,其中生产时间效率提升幅度最为突出,从传统300小时缩减至47小时,时间效率提升84.3%。单元操作数量的简化程度达到33.3%,反映出工艺流程的高度集成化水平。设备综合效率从67.5%提升至87.5%,增幅达29.6%,表明连续制造设备的稳定运行能力和生产连续性优势明显。产品质量一致性方面的改进更为显著,批间变异系数从10.0%降低至2.5%,改进幅度达75.0%,含量均匀性相对标准偏差的改进幅度达76.5%,从8.5%降至2.0%。物料损耗率的大幅降低从6.5%至1.5%,改进幅度76.9%,体现出连续工艺在资源利用效率方面的显著优势。连续制造工艺通过消除传统批次间的停顿和等待时间,实现物料的持续流动和加工,生产效率的全面提升为制药企业创造了显著的经济价值和竞争优势。
3.2 成本效益与资源利用分析
成本效益与资源利用分析通过建立连续制造的全生命周期成本模型,量化评估初期投资、运营成本和综合效益的经济影响。连续制造生产线的设备投资成本通常在1000-3000万美元范围内,相比传统批制造设备增加40%—60%的初期投资,但运营成本的显著降低带来长期经济效益。人工成本方面,连续制造通过高度自动化减少操作人员需求,人工成本降低幅度达60%,能源消耗通过工艺优化和设备集成实现45%的降幅。原料利用效率的提升体现为物料损耗率从传统的5%—8%降至1%—2%,且溶剂使用量减少55%,直接降低了生产成本。设备占地面积的大幅减少达90%,使厂房建设投资显著降低,间接提升了资本利用效率。综合投资回收期通常为3—5年,长期运营具有明显的经济优势,特别适用于年产量超过5亿片的大规模生产场景。连续制造的规模经济效应在大批量生产中更加突出。
3.3 工艺稳定性与风险管控评估
工艺稳定性与风险管控评估,运用统计过程控制方法以及基于风险的质量管理体系,以此全面评估连续工艺的可控性和风险管理能力。过程能力指数评估中,关键质量属性的Cp和Cpk值均大于1.33,达到统计控制状态,表明工艺在规范限内的稳定表现能力。风险识别通过失效模式与影响分析方法,识别投料精度偏差、混合不均匀、设备故障等关键风险点,建立相应的预防和纠正措施体系。三层递阶控制架构的实施确保多层级的风险管控,设备级控制通过PID算法维持操作参数稳定性,工艺级控制基于过程分析技术反馈调节关键工艺参数,全厂级控制通过模型预测算法协调优化整体性能。控制系统性能评估借助时间到产品、拒绝持续时间以及偏差幅度这三个关键指标来进行量化,以此实现对质量风险的前瞻性识别和主动管控操作,连续制造工艺所具备的稳定性和可预测性,为实时放行测试提供可靠的技术支撑基础。
结语
连续化工艺在固体制剂生产中的应用实践证明了其显著的技术优势和经济效益。通过投料混合系统连续化实施、制粒干燥工序一体化改造、压片包衣设备集成配置和过程分析技术部署应用,连续制造实现了生产效率的大幅提升。工艺性能评估表明,生产时间效率提升84%,运营成本降低35%-40%,关键质量属性相对标准偏差控制在2%以内。连续化工艺的成功应用为制药行业提供了可持续发展的技术路径,推动了从传统制造向智能制造的转型升级,为患者提供更高质量、更具经济性的药物产品奠定了坚实基础。
参考文献
[1] 崔荣才,周士红.固体制剂自动配料系统应用现状和发展前景分析[J].流程工业,2025(6):26-28.
[2] 朱家乐,刘清梁,王莉.口服固体制剂连续制造的工艺技术研究进展[J].流程工业,2024(6):44-47.
[3] 唐艺菲,吴闻哲,王健.连续制造在口服固体制剂中的研究与应用[J].中国医药工业杂志,2022,53(9):1227-1239.
[4] 范颖臻,王东凯.药品连续制造技术在制剂生产中的应用进展[J].中国药剂学杂志(网络版),2024,22(3):114-121.
[5] 李香玉,林晓凤,兰毅鹏,等.化药口服固体制剂连续制造质量控制及其发展策略研究[J].中国新药杂志,2024,33(19):1976-1981.
杨真奇 司桂香 石庆丽
山东省东明县黄河路山东方明药业集团股份有限公司
 冀公网安备 13010802000382号
冀公网安备 13010802000382号